Технические и экономические предпосылки
Замена изношенной дорожной одежды – дорогостоящий и трудоемкий процесс. Использование типа техники, о котором пойдет речь в данном обзоре, позволяет значительно снизить временные и материальные затраты на ремонт дорожного покрытия
 С течением времени дороги изнашиваются как физически – на них появляются неровности и выбоины, так и морально – их грузоподъемность становится недостаточной. Восстановление покрытия требует много усилий: нужно удалить и вывезти для повторного использования старую дорожную одежду, и только затем уложить новое покрытие. Но еще сложнее увеличить грузонесущую способность дороги. Ну не вынимать же все ранее уложенные слои для замены их новыми! Между тем, если использовать материал старой одежды непосредственно на полотне дороги, то обе задачи существенно упрощаются.
С течением времени дороги изнашиваются как физически – на них появляются неровности и выбоины, так и морально – их грузоподъемность становится недостаточной. Восстановление покрытия требует много усилий: нужно удалить и вывезти для повторного использования старую дорожную одежду, и только затем уложить новое покрытие. Но еще сложнее увеличить грузонесущую способность дороги. Ну не вынимать же все ранее уложенные слои для замены их новыми! Между тем, если использовать материал старой одежды непосредственно на полотне дороги, то обе задачи существенно упрощаются.
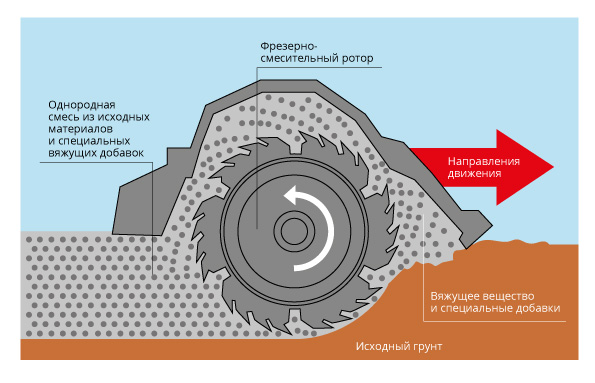
Если профрезеровать изношенное покрытие на полную глубину, измельчить его, добавить по необходимости каменных материалов и вяжущих, перемешать и уложить ровным слоем, то получается новое основание дороги, которое затем уплотняется катками. Для этого требуются специальные машины большой мощности и производительности, способные фрезеровать на глубину 300 – 600 мм, с ротором диаметром более метра. Такие машины уже выпускаются ведущими зарубежными изготовителями строительно-дорожной техники – Caterpillar (США), Sakai, Niigata и Komatsu (Япония), Wirtgen и Bomag (Германия), Bitelli (Италия). Машины Caterpillar, Bomag и Bitelli построены по одной схеме.
Фирма Wirtgen называет свою технологию реконструкции дорог с использованием материала старой дорожной одежды «холодный ресайклинг», а предназначенные для этой работы машины – «ресайклерами». И хотя другие компании пользуются другими названиями, мы воспользуемся «виртгеновским», как наиболее простым и наглядным. Данный тип техники можно использовать как на сельских и местных дорогах, так и на дорогах федерального значения, с укрепленными (покрытие и основание) и неукрепленными (щебеночными) слоями.
Компания выпускает модели 1000 CR, 2100 DСR, СR 4500, WR 2500, а также установку WМ 400 (в настоящее время выпускается и модель WM 1000) для приготовления цементно-водной суспензии и работы в комплекте с WR 2500. Их основной рабочий орган – фреза с цилиндрическими резцами.
Модель 1000 СR, созданная на базе дорожной фрезы 1000 С, имеет ширину ротора 1 000 мм и дополнительно оборудована роторным смесителем, емкостью и системой для подачи и распределения эмульсии, укладчиком приготовленной смеси с трамбующим брусом и виброплитой.
Основной запас эмульсии находится в цистерне автомобильного шасси, которое ресайклер толкает на жесткой сцепке. Фреза оборудована двигателем мощностью 104 кВт. Привод хода – гидравлический, на все четыре колеса, привод фрезерного барабана механический. Глубина рыхления до 180 мм.
 2100 DCR создана на базе фрезы 2100 DС. Он имеет ширину ротора 2 000 мм и дополнительно оборудован прижимающим устройством, ограничителем величины срезаемых кусков, а также баком для воды, системами дозирования и распределения эмульсии и воды, шнеками для распределения смеси по ширине покрытия, трамбующим брусом и виброплитой. Автоцистерны для эмульсии и воды машина толкает перед собой. Глубина рыхления – до 300 мм, мощность двигателя 448 кВт, привод хода четырех гусеничных тележек – гидравлический, привод ротора фрезы – механический.
2100 DCR создана на базе фрезы 2100 DС. Он имеет ширину ротора 2 000 мм и дополнительно оборудован прижимающим устройством, ограничителем величины срезаемых кусков, а также баком для воды, системами дозирования и распределения эмульсии и воды, шнеками для распределения смеси по ширине покрытия, трамбующим брусом и виброплитой. Автоцистерны для эмульсии и воды машина толкает перед собой. Глубина рыхления – до 300 мм, мощность двигателя 448 кВт, привод хода четырех гусеничных тележек – гидравлический, привод ротора фрезы – механический.
СR 4500 создавалась как специальная машина для холодного ресайклинга. Ее ходовая часть – с двигателем мощностью 550 кВт, четырехгусеничная, с гидроприводом на каждую тележку. Рабочая масса составляет 80 т против 45 т у модели 2100 DCR. Ширина фрезерования – от 3 000 до 4 500 мм. Основную фрезу дополняют: приемный бункер для минеральных материалов (З м3); бункер для цемента (8 м3); водяной бак (3 200 л); вспомогательная фреза с изменяемой шириной резания; расположенный вдоль машины двухвальный смеситель длиной 2 000 мм; растворный узел для получения цементно-водной суспензии; системы дозирования цемента, воды, эмульсии и суспензии; шнек для распределения смеси и раздвижная уплотняющая плита. Площадка оператора расположена над шнеком в конце машины.
При рабочей скорости 4 м/мин и глубине обработки 11 см (слой асфальтобетонного покрытия снимался холодной фрезой 2100 DС) дневная производительность машины составляет около 8 000 м2. Запаса материалов в самой машине хватает на 1 000 м2. Дозаправка выполняется из автоцистерн.
 Модель WR 2500 фирма относит к самым совершенным, позволяющим использовать новейшие технологии в широком спектре работ – от укрепления слабых грунтов до восстановления асфальтоImбaеgтeоnнotнfoыunхd oпr tоyкpeрuыnkтnиowйn. Ходовая часть машины имеет четыре снабженных гидроприводом широкопрофильных колеса. Роторная фреза располагается в базе машины; для его перевода из транспортного положения в рабочее (и обратно) вся рама поднимается или опускается четырьмя опирающимися на оси колес гидроцилиндрами. Привод ротора – механический, с передачей крутящего момента от двигателя через муфту сцепления, ременную передачу, коробку передач и планетарный редуктор.
Модель WR 2500 фирма относит к самым совершенным, позволяющим использовать новейшие технологии в широком спектре работ – от укрепления слабых грунтов до восстановления асфальтоImбaеgтeоnнotнfoыunхd oпr tоyкpeрuыnkтnиowйn. Ходовая часть машины имеет четыре снабженных гидроприводом широкопрофильных колеса. Роторная фреза располагается в базе машины; для его перевода из транспортного положения в рабочее (и обратно) вся рама поднимается или опускается четырьмя опирающимися на оси колес гидроцилиндрами. Привод ротора – механический, с передачей крутящего момента от двигателя через муфту сцепления, ременную передачу, коробку передач и планетарный редуктор.
На двигатель устанавливается автоматический регулятор мощности, который в зависимости от нагрузки изменяет скорость движения и производительность машины. Кожух фрезерного барабана спереди и сзади снабжен щитами, играющими роль дробильных щек. Их с помощью гидроцилиндров можно приближать к резцам фрезы (или удалять от них), изменяя степень измельчения материала.
Рабочий ход машины возможен и при обратном движении. В этом случае оператор разворачивает сиденье и переставляет пульт управления, а фреза работает в режиме не встречного, а попутного резания. Управляемыми являются колеса перед оператором.
Ротор имеет режущую ширину 2 428 мм и может фрезеровать покрытие на глубину до 500 мм. Диаметр окружности резания составляет 1 480 мм, количество резцов – 248, расстояние между ними – 20 мм. Конструктивная масса машины 27,7 т.
Модель оборудована микропроцессорной системой подачи битумной эмульсии и воды. Для распределения жидких материалов по ширине используется труба с 8 соплами. Через нее можно также подавать цементно-водные суспензии. Электроника контролирует расход воды или эмульсии и при необходимости изменяет производительность насосов.
Схема работы
Дисплей на панели управления показывает число работающих сопел, сообщает о запасе воды и эмульсии, процент подачи материалов от массы смеси. В процессе работы с него можно получить данные о скорости движения, глубине обработки покрытия, ширине распределения смеси, а в конце смены – узнать о пройденном пути, площади обработанной поверхности, объеме обработанного материала, общем расходе воды или битумной эмульсии.
Машина снабжена 600-литровым баком для воды и насосом для ее подачи под высоким давлением по гибким шлангам к удочке для мойки.
 При восстановлении полотна с использованием цемента его можно подавать непосредственно в машину в виде цементно-водной суспензии из прицепной установки WM 400 (WM 1000). Ее длина – 9,0 м, конструктивная масса – 9,5 т. На установке размещены: емкость (20 м3), бак для воды на 8 500 л, смеситель для приготовления суспензии, системы с микропроцессорным управлением для дозирования и подачи воды (отмеряется расходомером) и цемента (весовой дозатор) в смеситель. Емкость для цемента снабжена датчиками уровня и системой шнеков. Приготовленная суспензия перекачивается специальным насосом из установки в ресайклер, и через распределительное устройство вводится в зону перемешивания. Ее количество также контролируется микропроцессором. Прицепной агрегат для приготовления цементно-водной суспензии оснащен собственным двигателем мощностью 79 кВт.
При восстановлении полотна с использованием цемента его можно подавать непосредственно в машину в виде цементно-водной суспензии из прицепной установки WM 400 (WM 1000). Ее длина – 9,0 м, конструктивная масса – 9,5 т. На установке размещены: емкость (20 м3), бак для воды на 8 500 л, смеситель для приготовления суспензии, системы с микропроцессорным управлением для дозирования и подачи воды (отмеряется расходомером) и цемента (весовой дозатор) в смеситель. Емкость для цемента снабжена датчиками уровня и системой шнеков. Приготовленная суспензия перекачивается специальным насосом из установки в ресайклер, и через распределительное устройство вводится в зону перемешивания. Ее количество также контролируется микропроцессором. Прицепной агрегат для приготовления цементно-водной суспензии оснащен собственным двигателем мощностью 79 кВт.
На WM 400 может устанавливаться микропроцессорная комбинированная система распределения битума, вспененного водой в расширительных камерах и вытесняемого давлением воздуха. Шестнадцать камер установлены на отдельной распределительной трубе, каждая из них имеет пневмоклапан для индивидуального отключения с пульта управления. Sakai PM200.
Битум и вода для вспенивания подаются отдельными насосами, также управляемыми микропроцессором, обеспечивающим правильное соотношение компонентов. По окончании работы микропроцессор производит механическую очистку расширительных камер путем перемещения штока пневмоклапана сжатым воздухом.
Битумные коммуникации от места ввода до расширительных камер теплоизолированы и оборудованы восемью контурами электрических нагревательных элементов с датчиками температуры. Электропитание – от бортовой электростанции и генератора, имеющего привод от гидромотора.
Технические характеристики:
Caterpillar, |
Bomag, |
Bitelli, |
Wirtgen, | |
| Параметры | США | Германия | Италия | Германия |
| Модель | КК-250 | MPH 121 | ST 200 | WR 2500 |
| Тип машины | колесная
одноосный | колесная
одноосный | колесная
одноосный | колесная |
| Базовая машина | тягач | тягач | тягач | спецшасси |
| Масса, кг | 21 438 | 19 945 | 15 600 | 28 800 |
| Ширина рыхления, мм | 2 438 | 2 100 | 2 000 | 2 438 |
| Глубина рыхления, мм | 381 | 430 | 350 | 500 |
| Скорость транспортная, км/ч | 16,8 | 12 | 11 | 12 |
| Скорость рабочая, м/мин, до | 27,6 | 100 | 50 | 200 |
| Длина | 9 525 | 9 050 | 8 900 | 8 200 |
| Ширина | 3 454 | 2 600 | 2 500 | 3 200 |
| Высота | 3 000 | 3 420 | 2 600 | 3 200 |
| Цена, млн. руб. (ориентировочно) | 50 | 50 | 50 | 50 |
По материалу: В. Кабанов, ВНИИстройдормаш
Общие понятия
Фрезерование асфальтобетонного покрытия – эффективный способ ремонта дорог. Бывает горячее и холодное фрезерование.
 Удаление поврежденного слоя дорожного покрытия с предварительным разогревом поверхности называется “горячее фрезерование”, без разогрева – “холодное фрезерование”. Основное преимущество горячего фрезерования – меньшее усилие, затрачиваемое на разрушение снимаемого покрытия. У этого метода есть и недостатки: разрушенный материал склеивается, его сложно использовать повторно или транспортировать, при эксплуатации машин существует риск возгорания и др., а потому наиболее популярны у дорожников машины холодного фрезерования.
Удаление поврежденного слоя дорожного покрытия с предварительным разогревом поверхности называется “горячее фрезерование”, без разогрева – “холодное фрезерование”. Основное преимущество горячего фрезерования – меньшее усилие, затрачиваемое на разрушение снимаемого покрытия. У этого метода есть и недостатки: разрушенный материал склеивается, его сложно использовать повторно или транспортировать, при эксплуатации машин существует риск возгорания и др., а потому наиболее популярны у дорожников машины холодного фрезерования.
Холодные фрезы имеют дополнительное преимущество: при фрезеровании старый асфальтобетон превращается в сыпучий строительный материал – гранулят, состоящий из кусков строго определенного размера, который можно применять повторно. Как раз в 1960-1970-е годы набирало популярность вторичное использование материалов, и полезное использование строительного мусора оказалось как нельзя кстати. Министерства транспорта и автомобильных дорог многих стран сразу обратили внимание на данный тип техники, и в скором времени появились модификации машин, которые были способны осуществлять холодное фрезерование старого дорожного покрытия, смешивать полученный материал со свежим вяжущим и укладывать подготовленную смесь на фрезерованную поверхность, завершая таким образом процесс восстановления дорожного полотна.
По мере износа дорожное покрытие становится гладким и скользким, отчего резко увеличивается вероятность аварий. Холодные фрезы позволяют создавать поверхность с шероховатой текстурой.
Совершенствование техники
Основное внимание при совершенствовании конструкции уделялось увеличению производительности фрезерных барабанов. Рабочие органы – резцы быстро изнашивались, и их приходилось часто заменять, что было серьезной проблемой. Процесс замены занимал немало времени, а холодные фрезы надолго выводились из работы, что резко снижало производительность. Поэтому все изготовители стремились ускорить процесс замены резцов и увеличить срок службы этих деталей. Подбирали износостойкие стали для их изготовления и улучшали форму режущей кромки.

В современных машинах холодного фрезерования также усовершенствована конструкция крепления резцов. На первых машинах резцы крепились к барабану сваркой, поэтому для их замены требовалось много времени. В современных машинах резцы закрепляются болтами в резцедержателях разной конструкции, благодаря чему значительно сократилось время, необходимое для их замены. Однако на некоторых барабанах, предназначенных для холодного фрезерования сравнительно мягких асфальтовых покрытий, сохранились привариваемые резцедержатели. Позже появилась техника со сменными фрезерными барабанами разной ширины, что позволяло изменять ширину полосы холодного фрезерования дорожного полотна.
Постоянно шел поиск путей сделать машины более производительными. Один из таких методов – увеличение глубины фрезерования. Следует заметить, что увеличение глубины фрезерования обеспечивает рост производительности, но, конечно, до определенного предела. Например, переход с глубины 30 мм на глубину 60 мм лишь немного замедляет рабочую скорость машины, зато удваивает объем перерабатываемого материала. По мере увеличения глубины фрезерования свыше величины, соответствующей максимальной производительности, снижение рабочей скорости делает холодное фрезерование менее выигрышным. Так, производительность при глубине фрезерования 170 мм и медленной рабочей скорости машины может оказаться не выше, чем при глубине фрезерования 90 мм и намного большей рабочей скорости. Пока машина сохраняет высокую скорость движения, увеличение глубины резания будет обеспечивать рост производительности и снижение затрат на резцы.
Износ резцов зависит от твердости материала и объема работы. С увеличением глубины фрезерования объем работы для резцов растет непропорционально. Резцы устанавливаются на круглом барабане и режут материал по дуге. Холодное фрезерование на глубину 102 мм связана с длиной траектории резца, в два раза большей, чем при меньшей глубине фрезерования, – 25 мм (разница по глубине в 4 раза).
Дорожное полотно должно иметь боковой уклон для надежного отвода воды, одинаковую толщину по всей ширине дороги. Чтобы эти условия обеспечивались, профиль подготовленной для укладки материала базовой поверхности должен быть очень точно выдержан. Поэтому далее производители стали работать над увеличением точности процесса фрезерования. Разрабатывались системы контроля поперечного и продольного уклона фрезеруемой поверхности, глубины и скорости холодного фрезерования. К настоящему времени большинство этих систем автоматизировано. Мощность, надежность, долговечность и точность – результат упорных поисков и разработок – вот что характеризует современные машины.
В основном холодные фрезы подразделяются на малые и большие. Ширина фрезеруемой зоны у малых моделей составляет от 300 до 1 200 мм, глубина фрезерования – до 100 мм. Они отличаются небольшими размерами и высокой маневренностью. Особенность этих машин – расположение фрезерного барабана между колесами заднего моста.
Большие холодные фрезы обладают шириной фрезерования от 1 300 до 4 200 мм, максимальная глубина фрезерования – от 150 до 300 мм. Они осуществляют холодное фрезерование с большей (по сравнению с малыми) производительностью. Характерные их особенности – наличие отгрузочного транспортера и расположение барабана между передним и задним мостами.
Пожалуй, наибольшее развитие в современных машинах получили органы и системы управления. В их конструкциях теперь применяются достижения современной микроэлектроники, и холодные фрезы не являются здесь исключением. Сегодня холодные фрезы – не просто механизмы для разрушения изношенного дорожного полотна, это высокотехнологичное оборудование, каждая функция которого не случайна. За сорок лет развития эта техника революционно изменила технологию обновления дорожных покрытий, но, по всей видимости, впереди нас ждут не меньшие открытия.
Дорожные фрезы Wirtgen
Компания Wirtgen (Германия) выпустила 12 моделей данного типа техники. В их конструкции используется ряд новых технических разработок, повышающих точность работы. Одна из самых интересных новаций – система круиз-контроля Tempomat. Она встроена в электронную систему управления, “запоминает” скорость, с которой двигалась машина, и автоматически устанавливает ее снова после смены самосвала под ленточным конвейером, когда оператор нажимает кнопку выключателя. Затем автоматическая система выравнивания рабочих органов устанавливает заданную глубину фрезерования. Обрабатываемая зона сканируется датчиками, которые регистрируют отклонения от заданной глубины, и машина сразу же исправляет отклонения.

Еще одна интересная система – WIDIS 32 (Информационно-диагностическая система Wirtgen). Она непрерывно контролирует состояние двигателя и гидравлических систем и в случае обнаружения неисправностей предупреждает оператора звуковым и световым сигналами. На мониторе указываются текущие рабочие параметры.
Помимо электронных систем, контролирующих точность работы, совершенствуются рабочие органы машин. Наиболее значительной находкой последнего времени стали конструкции, позволяющие быстро заменять фрезерные барабаны для того, чтобы изменять ширину обрабатываемой полосы. Это весьма выгодно: используя одну машину, можно выполнять холодное фрезерование различного типа и в разных условиях. Специалисты Wirtgen разработали систему FCS (Система замены фрезерных барабанов). Компания утверждает, что эта конструкция позволяет заменять фрезерные барабаны всего за 2…3 ч.
Независимо от того, какова ширина зоны холодного фрезерования, базовая кромка всегда располагается с правой стороны по ходу движения. В настоящее время предлагается восемь фрезерных барабанов разной ширины: от 300 до 2 000 мм. Предельная глубина фрезерования у всех барабанов равна 300 мм.
В состав системы FCS также входит зачистной отвал, состоящий из двух частей. Правая часть располагается позади фрезерного барабана и очищает рабочую зону, а левая часть движется поверх существующего дорожного покрытия во время фрезерования. Положение отвала регулируется в зависимости от ширины зоны холодного фрезерования, которая в свою очередь зависит от типоразмера установленного барабана. Конструкция системы позволяет поднимать с помощью гидравлического механизма обе части отвала независимо друг от друга, регулируя, таким образом, количество загружаемого на транспортер материала.



Сертификат соответствия на щебень

Сертификат соответствия на щебень

Сертификат соответствия на щебень
Декларация соответствия
Протокол испытаний